-
Адрес:
№ 18, Zhuangchi Middle Road, Jiashan County, Jiaxing, Zhejiang
-
Есть вопросы
-
Отправить письмо
№ 18, Zhuangchi Middle Road, Jiashan County, Jiaxing, Zhejiang
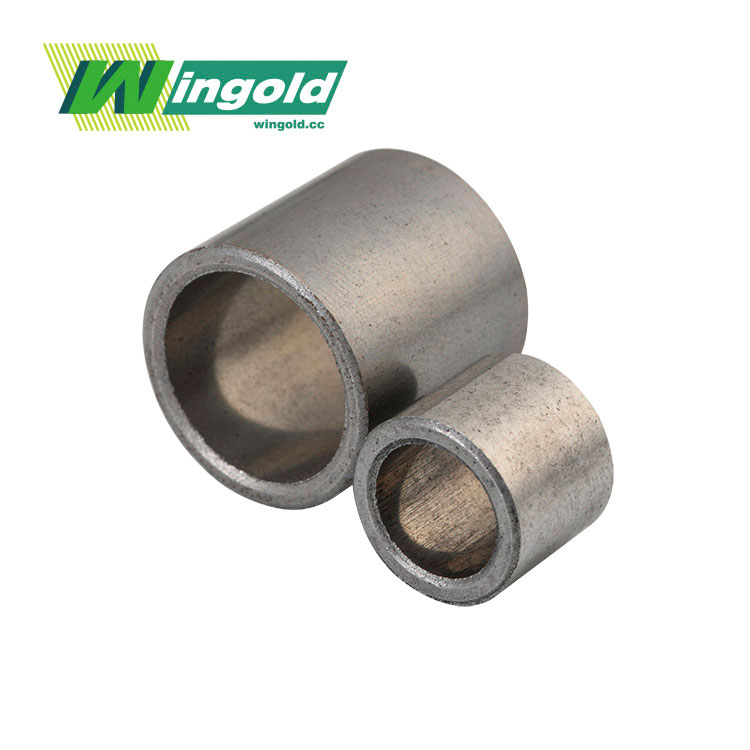
Когда ищешь в сети ?Самый лучший втулка cupb10sn10 заводы?, сразу натыкаешься на море предложений. Все кричат о качестве, но по факту, разница в технологиях отжига и литья между заводами — колоссальная. Многие думают, что раз сплав стандартный — оловянная бронза 10% олова, 10% свинца, медь — основа, то и продукция везде одинаковая. Это главное заблуждение. На деле, даже небольшие отклонения в скорости охлаждения слитка или в подготовке шихты дают на выходе совершенно разную износостойкость и поведение под нагрузкой. Я сам через это проходил, пытаясь найти стабильного поставщика для ответственных узлов.
Берёшь в руки втулку, смотришь на маркировку — вроде бы всё по ГОСТу или ТУ. Но начинаешь вникать в детали: структура материала. Идеальная структура для этого сплава — равномерно распределённые мягкие включения свинца в твёрдой основе. Это то, что даёт ему знаменитые антифрикционные свойства и способность работать без смазки какое-то время. Но чтобы этого добиться, нужно не просто выдержать химический состав, а контролировать весь процесс. Некоторые заводы экономят на гомогенизации отливки, отсюда и проблемы — свинец собирается в сгустки, появляются раковины. В эксплуатации такая втулка быстро ?поедет?.
Был у меня опыт с партией от одного регионального завода. Втулки выглядели отлично, размеры в допуске. Но уже после ста часов испытаний на стенде появилась повышенная вибрация. Разобрали — а там локальный износ как раз в зоне скопления свинца. Микроструктура неоднородная. Пришлось отбраковывать всю партию. С тех пор всегда требую протоколы металлографического анализа, а не только сертификат на химию. Это первое, на что смотрю.
Кстати, о смазке. Многие проектировщики, зная про хорошие антифрикционные свойства cupb10sn10, иногда пренебрегают системой смазки. А это риск. Сплав хорош, но не волшебный. При высоких ударных нагрузках или в условиях пуска/останова без надёжной смазочной системы даже самый лучший cupb10sn10 не спасёт. Нужно это понимать и объяснять заказчику.
Итак, с материалом немного разобрались. Теперь о производителях. Фраза ?заводы? в запросе не зря стоит во множественном числе. Вариантов много: крупные металлургические комбинаты с литейными цехами, специализированные подшипниковые предприятия, небольшие литейные мастерские. У каждого — свои плюсы и минусы.
Крупный комбинат даст, скорее всего, безупречную по химии заготовку. Но их интересуют тонны, а не килограммы. Закажешь небольшую партию нестандартных втулок — или откажут, или поставят в конец очереди, и ждать будешь полгода. Их технологи часто заточены под массовое производство, под свои стандартные переделы. Гибкости от них ждать не стоит.
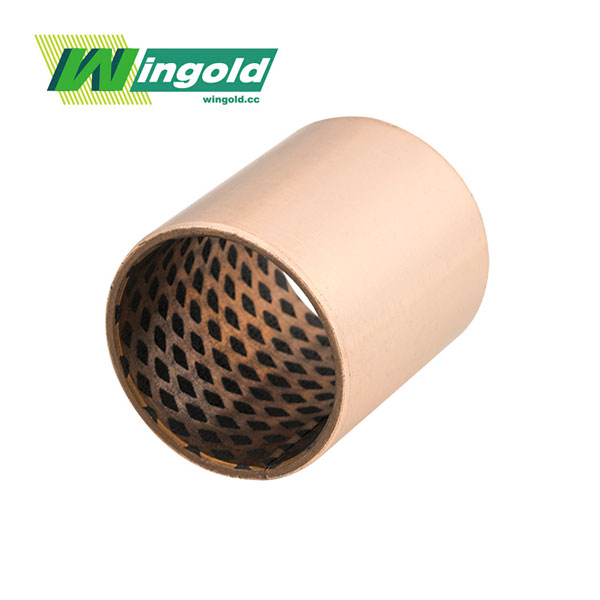
Специализированные подшипниковые заводы — это часто золотая середина. Они работают именно с антифрикционными материалами, их технологи знают нюансы обработки именно таких сплавов. Например, знают, что при механической обработке cupb10sn10 нужно особо следить за отводом стружки и температурой резания, чтобы не ?залить? свинцом резец и не нарушить поверхностный слой. У них, как правило, есть своя отработанная система контроля на каждом этапе: от приёмки металла до упаковки готовой втулка.
Здесь можно вспомнить про WINGOLD Bearing. Сталкивался с их продукцией, когда искал альтернативу для экспортного проекта. Это как раз пример узкоспециализированного производителя. Заходишь на их сайт — bearing.com.ru — видно, что фокус на подшипниках скольжения. У них есть права на импорт-экспорт, что часто говорит о том, что продукция проходит какой-никакой, но международный контроль. Для поставок за рубеж это важно. Не скажу, что у них всё идеально, но в их каталоге cupb10sn10 представлен в разных типоразмерах, и что ключевое — есть техническая поддержка, можно обсудить нестандартные условия работы узла. Это ценно.
Теперь о том, что не пишут в рекламных каталогах. Допуски. Особенно на внутренний диаметр. Для втулок скольжения это святое. По чертежу часто даётся поле допуска, скажем, H7. Но некоторые заводы, особенно те, что гонят объём, работают ?в металл?. То есть стремятся к верхней границе допуска, чтобы меньше съедать инструментом и быстрее делать. Кажется, что в допуск-то они попадают, всё законно. Но если собрать такую втулку с валом, для которого тоже выдержан минимальный размер, зазор окажется на максимуме. Для динамических нагрузок это может быть критично — появится стук, биение.
Поэтому в техзадании теперь всегда прописываю не только конечный допуск по ISO, но и пожелание по позиционированию размера внутри этого поля. И требую выборочный контроль размеров с предоставлением протокола замеров. Да, это удорожает и усложняет процесс, но спасает от головной боли на сборке. Лучшие производители это понимают и идут навстречу.
Ещё один момент — финишная обработка поверхности. Шероховатость. Гладкая, как зеркало, поверхность — не всегда хорошо для удержания смазки. Нужна определённая микрорельефность. Хороший завод задаёт её целенаправленно, последней операцией — например, суперфинишем или хонингованием. Плохой — оставляет как есть после токарной обработки. На глаз разницу не всегда увидишь, но по результатам обкатки она проявится.
Вот мы и подошли к главному вопросу. Почему цена на, казалось бы, одинаковые втулки из одного сплава у разных поставщиков может отличаться в разы? И где искать тот самый самый лучший вариант — не обязательно самый дорогой?
Дешёвый вариант почти всегда означает компромиссы. Либо используется металл с переплавов или с неидеальной шихтой (допустим, больше меди, но меньше олова — себестоимость ниже, но свойства уже не те). Либо упрощена технология литья — например, нет вакуумирования расплава, что ведёт к повышенной пористости. Либо контроль качества выборочный, а не сплошной. Покупая такое, ты играешь в лотерею. Может, повезёт, и партия будет нормальная. А может, нет. Для неответственных, разовых применений — возможно, вариант. Для серии, для ответственного оборудования — нет.
Дорогой вариант от известного бренда — это часто оплата имени, огромных накладных расходов и, что важно, страховки. Ты платишь за гарантию. Их технологический процесс, скорее всего, действительно отлажен, контроль жёсткий. Но и здесь нужно смотреть. Иногда за брендом скрывается тот же OEM-производитель из Азии, просто с другой этикеткой.
Оптимальный путь, по моему опыту, — это найти специализированного производителя среднего масштаба, который дорожит репутацией. Как раз такие, как JIASHAN WINGOLD BEARING CO.,LTD. Их профиль — подшипники скольжения, они в этом ?варятся?. У них нет гигантских накладных, как у глобальных брендов, но при этом есть и экспортный опыт, и, что вероятно, собственные наработки по сплавам и обработке. Цена у них обычно адекватная, не заоблачная, но и не копеечная. С ними можно напрямую обсудить задачу, отправить свои чертежи, получить комментарии по конструкции. Эта возможность диалога — огромный плюс. Вспоминается, как мы совместно дорабатывали конструкцию бобышки для крепления одной втулки — они предложили изменить радиус выхода фаски, чтобы снизить концентрацию напряжений. Мелочь, но работающая.
Так что же делать, когда нужна действительно качественная втулка из cupb10sn10? Схема, выстраданная на практике.
Во-первых, чётко определить условия работы: нагрузки (статические, динамические, ударные), скорости, температурный режим, наличие/отсутствие смазки, коррозионная среда. Без этого даже с заводом разговаривать не о чем.
Во-вторых, составить подробное техническое задание. Не просто ?втулка по чертежу из БрО10С10?, а с указанием приоритетных свойств (например, износостойкость важнее, чем предельная нагрузка), желаемых допусков и их позиционирования, требований к чистоте поверхности, к упаковке (чтобы не было коррозии при транспортировке).
В-третьих, запрашивать у потенциальных поставщиков не только коммерческое предложение, но и технологическую карту на изделие (хотя бы в общих чертах), протоколы испытаний на аналогичные изделия, сведения о контроле на входе сырья. Ответит ли завод на такие запросы — уже первый фильтр.
В-четвёртых, если объём партии позволяет, заказать пробную партию и провести свои испытания. Не только на размеры, а именно на стенде, в условиях, приближенных к реальным. Это лучшая инвестиция.
Искать ?самый лучший втулка cupb10sn10 заводы? — это не поиск волшебной кнопки. Это поиск партнёра, который понимает суть материала и твою задачу. Часто это не самый крупный и не самый раскрученный игрок на рынке, а тот, кто делает свою работу с пониманием и ответственностью. Как показывает практика, именно такие производители, сосредоточенные на конкретном сегменте вроде подшипников скольжения, и оказываются тем самым оптимальным выбором в долгосрочной перспективе.